 郵箱:
郵箱: sales@tosvdf.com
 電話:
電話:
13585010888
郵箱: sales@tosvdf.com
電話:
13585010888




|
從鋁件到鋼材的加工 廣域主軸 No.50(特殊規(guī)格) 功率max:45kW(同以前相比提高1.2倍) ● 主軸轉(zhuǎn)速 12,000min-1 |
鎳鉻鐵合金、鈦合金等難切削材料的加工 大扭矩主軸 No.50(特殊規(guī)格) 扭矩max:1,071N?m ● 主軸轉(zhuǎn)速 6,000min-1 |
|
鋼材的加工 廣域主軸 No.40(特殊規(guī)格) ● 主軸轉(zhuǎn)速 15,000min-1 |
模具、鋁件的加工 高速主軸 僅限HSK-A63(特殊規(guī)格) ● 主軸轉(zhuǎn)速 20,000min-1 |
|
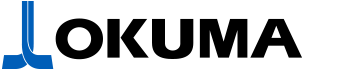
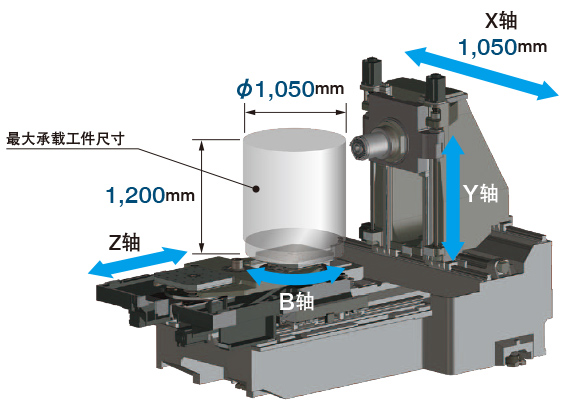
加工區(qū)域 X軸移動(dòng)量:1,050mm(原有機(jī)型進(jìn)化) Y軸移動(dòng)量:900mm Z軸移動(dòng)量:1,000mm 大承載工件尺寸 ø1,050×1,200mm※1、※2(原有機(jī)型進(jìn)化) ※1:僅限標(biāo)準(zhǔn)2面APC規(guī)格 ※2:大工件直徑為ø1,000mm,距托盤(pán)上面120mm的高度。 大刀具長(zhǎng)度 630mm※3(特殊規(guī)格)(原有機(jī)型進(jìn)化) ※3:僅限鏈?zhǔn)降稁?kù) |
 |
|
縮短使用主軸中心出水時(shí)的換刀時(shí)間 ● 主軸內(nèi)切削液抽吸 刀具和主軸內(nèi)的殘留切削液在0.4秒※1內(nèi)一次清除(鉆頭實(shí)測(cè)值)。 通過(guò)主軸內(nèi)切削液抽吸,無(wú)需吹氣(至少15秒)以去除殘留切削液,從而減少換刀時(shí)間。 ※1:刀具不同,切削液抽吸時(shí)間各異。  |
縮短工作臺(tái)分度時(shí)間 通過(guò)“SERVONAVI 旋轉(zhuǎn)軸慣性自動(dòng)設(shè)定”等功能,縮短工作臺(tái)分度時(shí)間。 工作臺(tái)分度時(shí)間 1度分度規(guī)格 1.6秒※2 /90° 20%縮短(與原有機(jī)型比較) 工作臺(tái)分度時(shí)間 0.001度分度規(guī)格 1.4秒※2 /90° 44%短縮(與原有機(jī)型比較) ※2:低慣量時(shí) |
加強(qiáng)對(duì)加工室下部的清潔,通過(guò)大流量切削液和鉸鏈?zhǔn)脚判计鲗⒎e聚的切屑順暢地排出機(jī)床外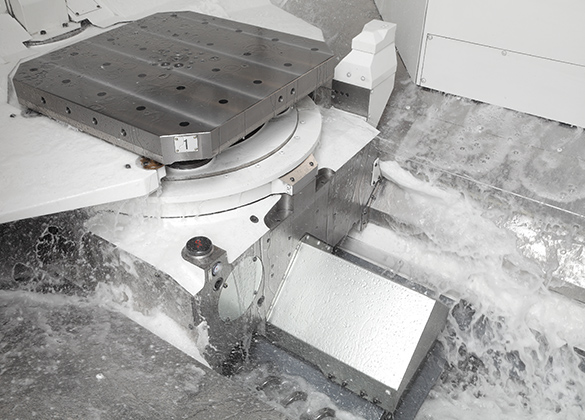 |
通過(guò)噴淋式清洗裝置(特殊規(guī)格)和來(lái)自X/Y軸伸縮鈑金上部的切削液從加工室的上部抑制切屑堆積 |
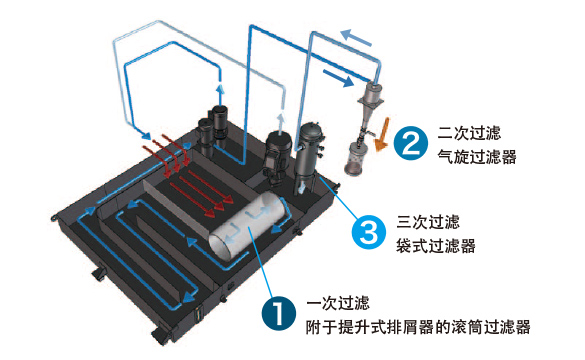
| 為了使機(jī)床穩(wěn)定運(yùn)行,清除切削液中包含的雜質(zhì)(淤泥)非常重要,務(wù)必進(jìn)行水箱清潔作業(yè)。“免清洗水箱(推薦特殊規(guī)格)”通過(guò)有效收集99%淤泥以減少因切削液引起的故障。通過(guò)抑制水箱內(nèi)的淤泥堆積以減少水箱清潔作業(yè)頻率,實(shí)現(xiàn)長(zhǎng)時(shí)間的穩(wěn)定運(yùn)行。 |
 |
| MA-600HⅢ | ||
| 托盤(pán)尺寸 | mm | 630×630 |
| 大工件尺寸 | mm | ø1,050×1,200 |
| 主軸轉(zhuǎn)速 | min-1 | 6,000 |
| 刀庫(kù)收納數(shù)量 | 把 | 60 |
| 主軸電機(jī)功率 | kW | 30/22(10分/連續(xù)) |
| 機(jī)床尺寸(W×D×H) | mm | 3,435×7,068※1×3,174 |