 郵箱:
郵箱: sales@tosvdf.com
 電話:
電話:
13585010888
郵箱: sales@tosvdf.com
電話:
13585010888




|
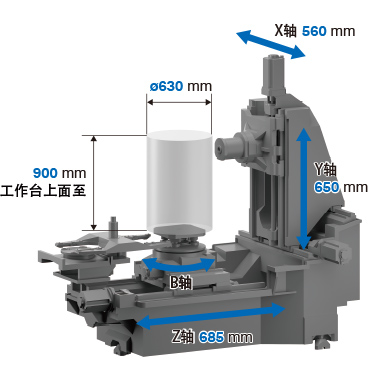
占地面積 2,300 × 5,065mm(11.6m2) 加工區域 X軸行程:560mm Y軸行程:650mm(升級原有機型) Z軸行程:685mm(升級原有機型) |
大工件尺寸 ø630mm × 900mm(升級原有機型) 注:僅限標準2面APC規格 大刀具長度 450mm(升級原有機型) |
 |
|
縮短定位時間 ● 快速進給速度 X、Y、Z軸:60m/min ● 快速進給加速度(max) X、Y軸:1.0G Z軸:1.1G※ |
縮短工作臺分度時間 ● 90°分度:0.8秒※ ● 180°分度:0.98秒※ ※低慣性情況 |
|
提升了切屑處理效率并實現脫碳 增大機內鈑金的傾斜角度,利用整潔的加工區域鈑金結構大幅提升了排屑能力。 中心槽結構覆蓋整個加工區域,確保切屑能夠順利排出,防止堆積。通過定點清洗切屑易堆積的部位,減少切削液的使用,同時防止切屑堆積,實現環保目標。順暢的切屑排放減少清洗頻次,降低操作人員的工作負擔。 |
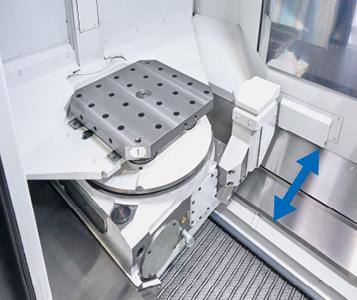 增大機內鈑金傾斜角度 |
 加工室內平整化 |
|
免清洗水箱可實現穩定運行(推薦特殊規格) 明顯減少切削液箱清理的繁瑣作業,提高生產效率。 同時,還可降低因廢棄切削液所帶來的環境影響。 |
|
| 切削刀具 |
主軸轉速 min-1 |
切削速度 m/min |
進給速度 mm/min |
切削寬度 mm |
切削深度 mm |
|
ø100 正面銑削 7刃 (超硬) |
955 | 300 | 2,300 | 70 | 3 |
|
ø20 端面銑刀 7刃 (超硬) |
4,000 | 251 | 8,800 | 40 | 20 |
| 切削刀具 |
主軸轉速 min-1 |
切削速度 m/min |
進給速度 mm/min |
切削寬度 mm |
切削深度 mm |
|
ø63 正面銑削 5刃 (超硬) |
8,000 | 1,583 | 12,000 | 44 | 7.6 |
|
ø25 端面銑刀 3刃 (超硬) |
8,000 | 628 | 8,000 | 15.5 | 35 |
| 項目 | 單位 | MA-4000H | |
| 托盤 | 工作臺尺寸 | mm | 400 × 400 |
| 大承載質量 | kg | 400 | |
| 大承載工件尺寸 | mm | ø630 × 900 | |
| 主軸 | 主軸轉速 | mm-1 | 15,000 [12,000、20,000] |
| 主軸錐孔 | 7/24錐度 No.40 [HSK-A63]*1 | ||
| 進給速度 | 快速進給速度 | m/min | X、Y、Z:60 |
| ATC | 刀柄型式 |
MAS403、BT40 [CAT40、DIN40、HSK-A63]*1 |
|
| 拉釘型式 | MAS2 [MAS1、CAT、DIN、JIS] | ||
| 刀庫容量 | 把 |
48*2 [64]*2 [140、180、220、260、300、340]*3 |
|
| 電機 | 主軸用電機 | kW |
38/18.5(40%ED/連續) [12,000 min-1:38/26(40%ED/連續)] [20,000 min-1:43/22(15%ED/連續)] |
| 機床尺寸 | 機床高度 | mm | 2,750 |
| 占地面積 寬 × 長*4 | mm | 2,300 × 5,065 | |
| 機床質量 | kg | 11,000 | |
| 數控裝置 | OSP-P500M |